鎖模力又稱合模力,是指註射機的合模裝置對模具所施加的最大夾緊力。當原料以高壓註入模穴內時會產生一個撐模的力量,因此註塑機的鎖模單元必須提供足夠的“鎖模力”使模具不至於被撐開。本文將以“鎖模力”為主題進行分析講解。
當熔體充滿型腔時,註射壓力在型腔內所產生的作用力總是力圖使模具沿分型面脹開,為此,註射機的鎖模力必須大於型腔內熔體壓力與塑料制品及澆註及澆註系統在分型面上的投影面積之和的乘積。
公式:鎖模力≥模力壓力X 制品、流道、澆口在分型面上的投影面積之和。
需要註意的是:鎖模力不足,制品產生飛邊或不能成型,而如果鎖模力過大,造成系統資源的浪費,並且會使液壓系統元件在高壓下長時間工作,可能過早老化,機械結構過快磨損。
第一部分:鎖模力計算的經驗計算
經驗公式一:核心思路——通過鎖模力常數來計算鎖模力
計算公式:鎖模力=鎖模力常數×制品的投影面積
即 P=KpS 式中P—鎖模力(T); Kp—鎖模力常數(t/cm2); S —制品在模板上的投影面積(cm2)
經驗公式二:核心思路——通過估計模腔壓力來計算鎖模力
即:350(kg/cm2)乘以產品的投影面積(cm2)除以1000
註:除以1000 是將KG 轉為噸
第二部分:鎖模力精準計算
可以通過準確的計算公式或通過Moldflow 模流分析,來精確確定成型所需的鎖模力。
3.1 精確公式計算:
計算鎖模力有兩個重要因素:(1)投影面積 (2)模腔壓力
(1)投影面積(S)是沿著模具開合所觀看得到的最大面積
(2)模腔壓力(P)的確定
模腔壓力由以下因素所影響:
(1)澆口的數目和位置
(2)澆口的尺寸
(3)制品的壁厚
(4)使用塑料的粘度特性
(5)註射速度
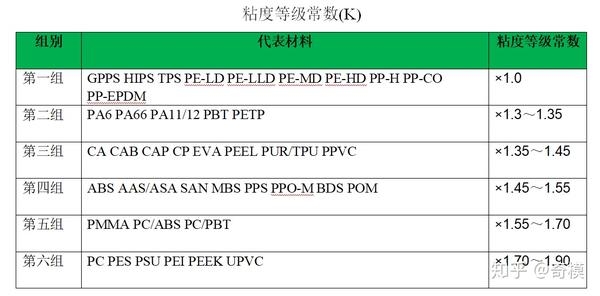
3.1.1 熱塑性塑料流動特性的分組及粘度等級(流動能力)
3.1.2 模腔壓力決定於壁厚、流程與壁厚的比例及粘度等級常數(K)
模腔基本壓力(P0)決定於壁厚、流程與壁厚的比例(如圖)。
模腔壓力P=P0*K。
鎖模力F=P*S=P0*K*S
舉例說明:成型Iphone4/4S手機保護殼
已知:產品一出二,厚度0.5,PC材料,制品長(117mm)寬(60mm)
求:要用多大噸位的機器成型?
解:
1、流長比計算
流動長度:117mm,厚度0.5mm;流長比:117/0.5=234
查曲線得知:P0=700bar;
PC的粘度系數在1.7-1.9;
2、產品面積=2*117*60/100=140cm2
3、模腔壓力P=P0*K=700bar*1.7=1190bar。
鎖模力F=P*S=P0*K*S=1190bar*140cm2/1000=166.6T
需要的鎖模力=166.6(1+10%)=183.26T
結合實踐經驗:160T就可以滿足生產。
▇【奇模】——模具冷卻專傢
▇模具冷卻過慢,產品過熱,變形,翹曲,找奇模
▇微信搜索關註【奇模智庫】公眾號,看看你的模具冷卻效率還能提升多少



